Уже около полугода используем покупной принтер UNI250 (UNI2.3) на производстве. Принтер всем хорош, но нет пределу совершенству, поэтому было решено перевести его на директ экструдер BIQU H2 V2. Проектные, монтажные и пусконаладочные работы завершены, тестовый период эксплуатации прошел. Самое время выложить проект в массы.
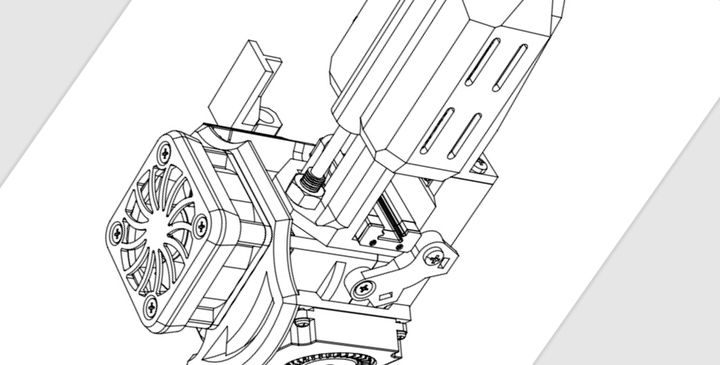
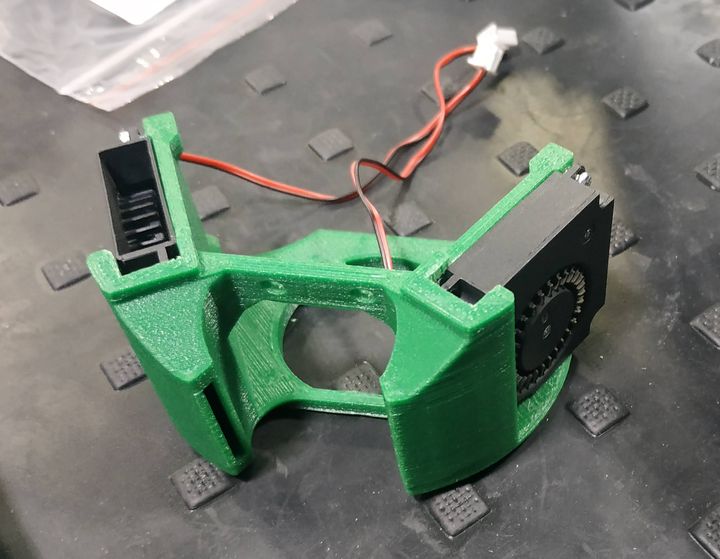
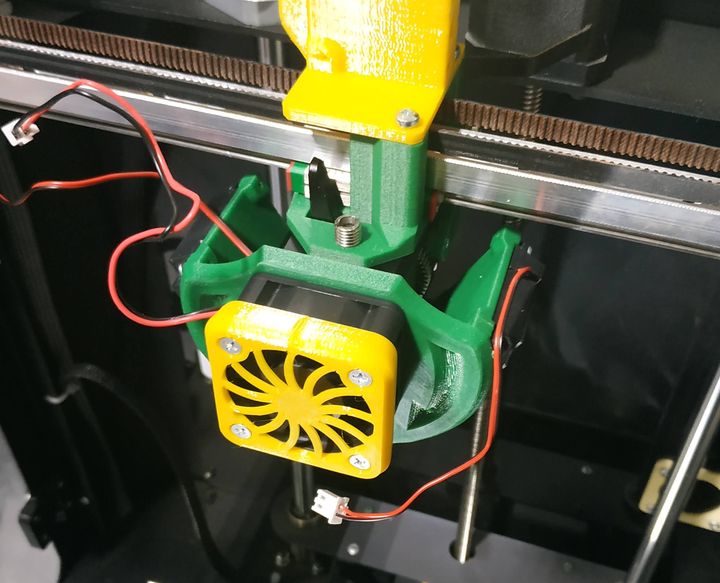
Внешний вид экструдера.

Преимущества:
- Двухсторонний обдув;
- свободный доступ к рычагу поджатия прутка;
- свободный доступ к шестерне подачи пластика;
- удобно разбирать/собирать/обслуживать (особенно после двадцатого раза);
- система обдува, плата BLK, нагревательный элемент, датчик температуры перешли в полном составе со штатной головы покупного UNI250;
- сохранена область печати (не проверенная информация).
Видео.
Процесс сборки директ экструдера на базе BIQU H2 V2
Сборку в формате STEP можно скачать сразу под статьей. По ней можно самостоятельно подготовить спецификацию на все покупные элементы.
Немного расскажу о процессе сборки. Заранее прошу прощения за качество фото, а так же за неточности и неполную информацию.
Итак, поехали….
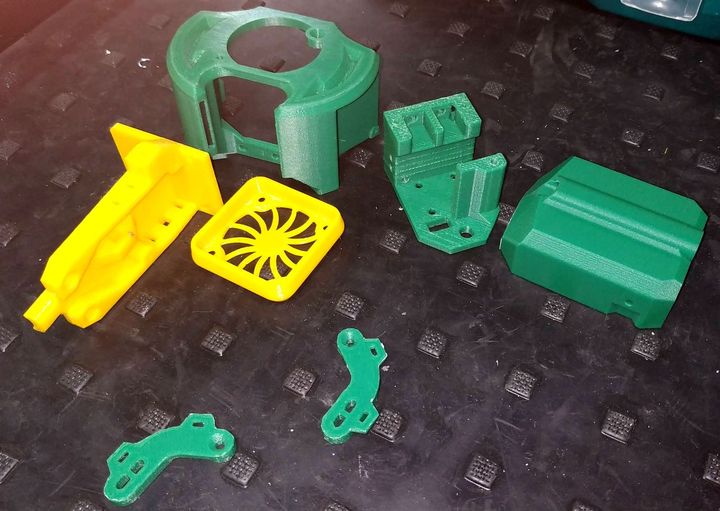
Зеленые детали печатал ABS GF-4 пластиком от filamentarno. Приемлемая теплостойкость, плюс жесткость – вот главные причины выбора. Желтые – PETG от FDPLAST.
Во всех крепежных отверстиях нужно нарезать резьбу М3, предварительно их рассверлив. Метчик обязательно нужно смазать маслом, или хотя бы мылом. Это сделает резьбу красивой и долговечной.
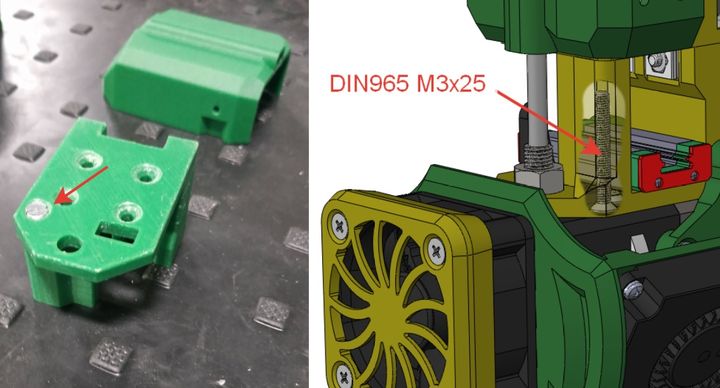
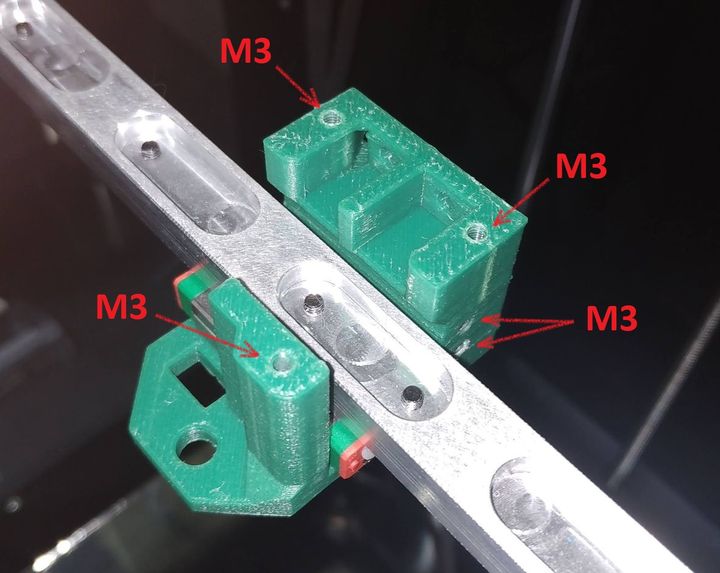
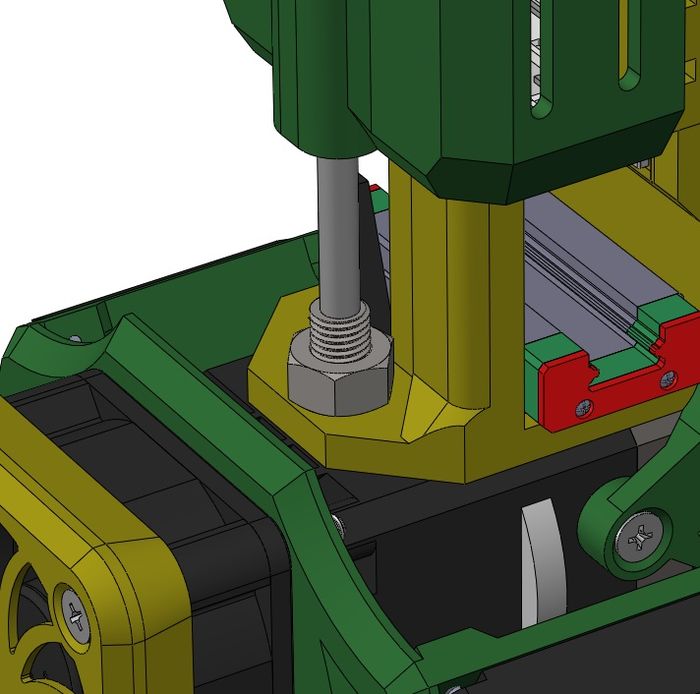
В основание (фото ниже) вкрутил потайной винт M3х25. Его задача сделать конструкцию детали прочнее. ABS GF-4 довольно прочный пластик, но выпирающая стойка на этой детальке при приложении незначительного усилия ломалась. Винт решил эту проблему.
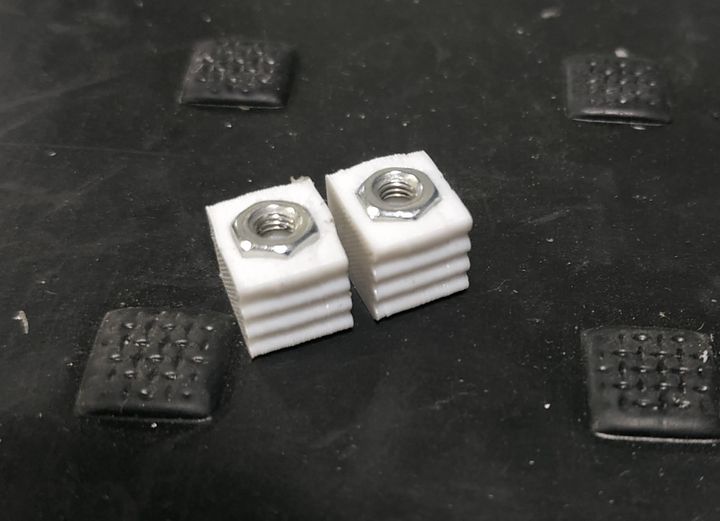
Ниже на фото ползуны натяжителя ремня. В них нужно на горячую запрессовать гайки M3. Я сделал это с помощью паяльника.
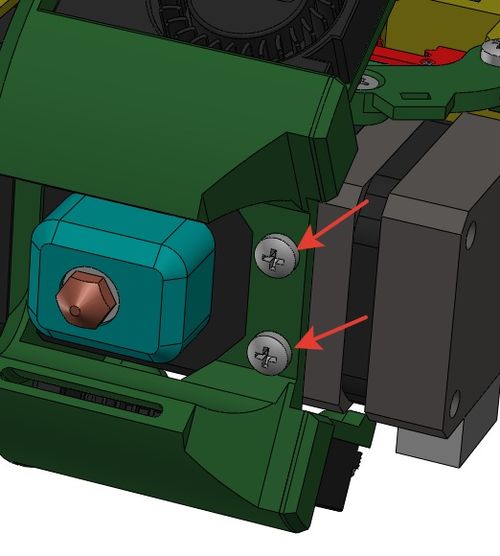
Установка основания на каретку. Четыре потайных винта M3х8. Стрелками указал, где нужно нарезать резьбу.
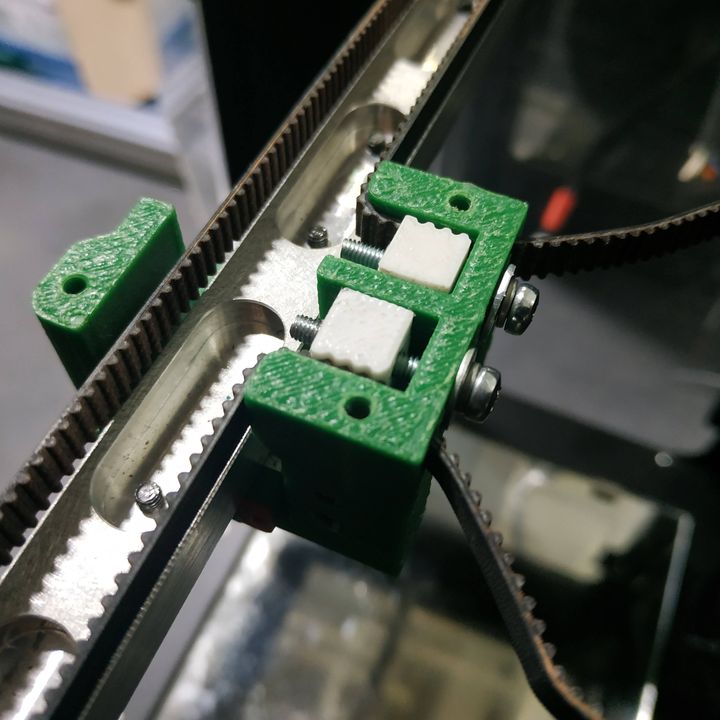
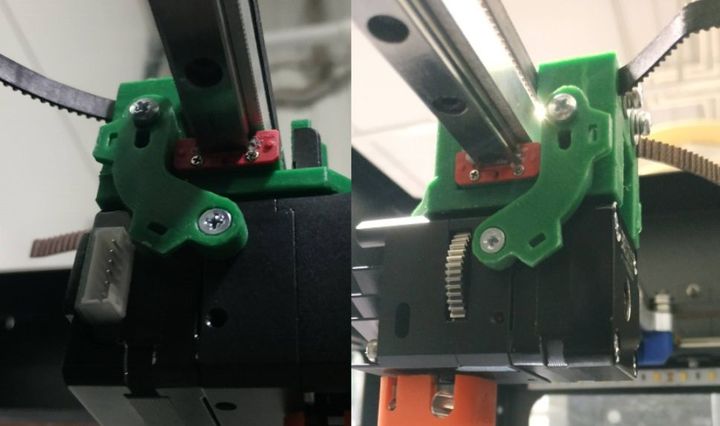
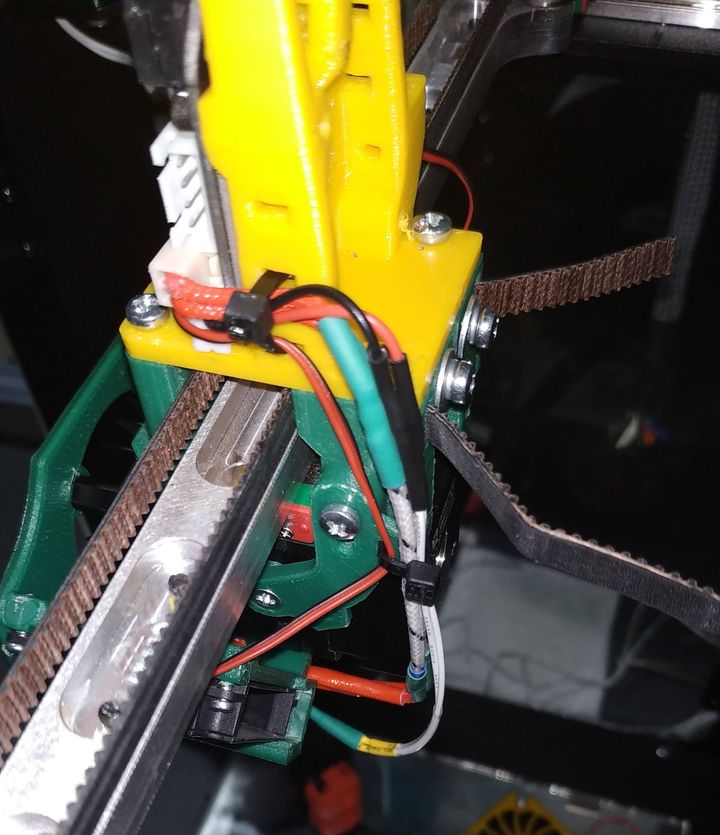
Вот так выглядит конструкция натяжителя ремня. Идея была подсмотрена на форуме UNI или на их Telegram канале. Похожая конструкция была в стоковом экструдере UNI250, только ползунок был один. В общем, несмотря на первоначальные сомнения, мне конструкция понравилась. Работает пару месяцев, нареканий нет.
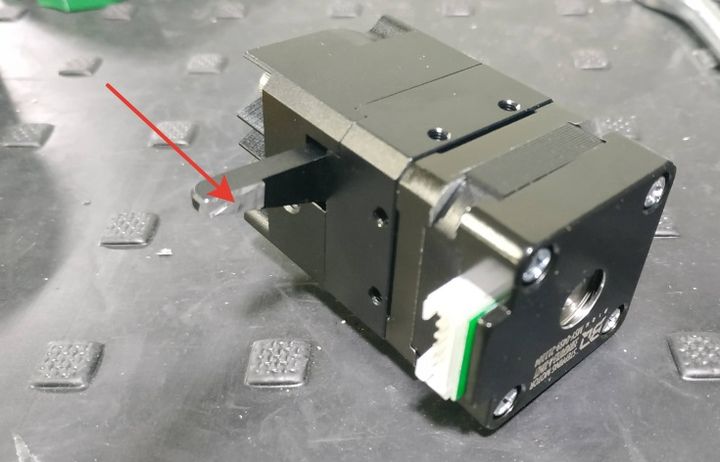
Флажком на рычаге экструдера BIQU пришлось пожертвовать. Его можно срезать ножовкой по металлу или дремелем.
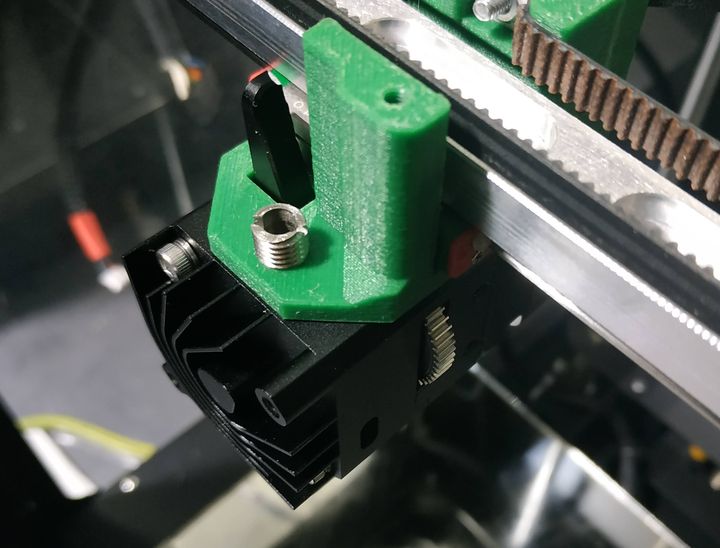
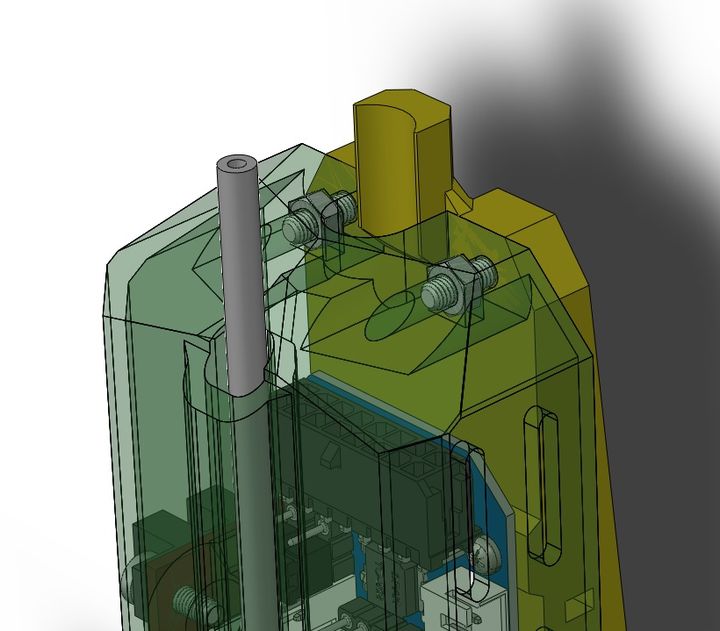
Вот так я прикрепил экструдер к основанию. Это термобарьер с переходом M6 на M7 (если не ошибаюсь). За счет перехода на резьбу M7 все и держится. Соглашусь, что это колхоз, но как без него!
А вот так должно быть на самом деле. Термобарьер M6 с гайкой М6.
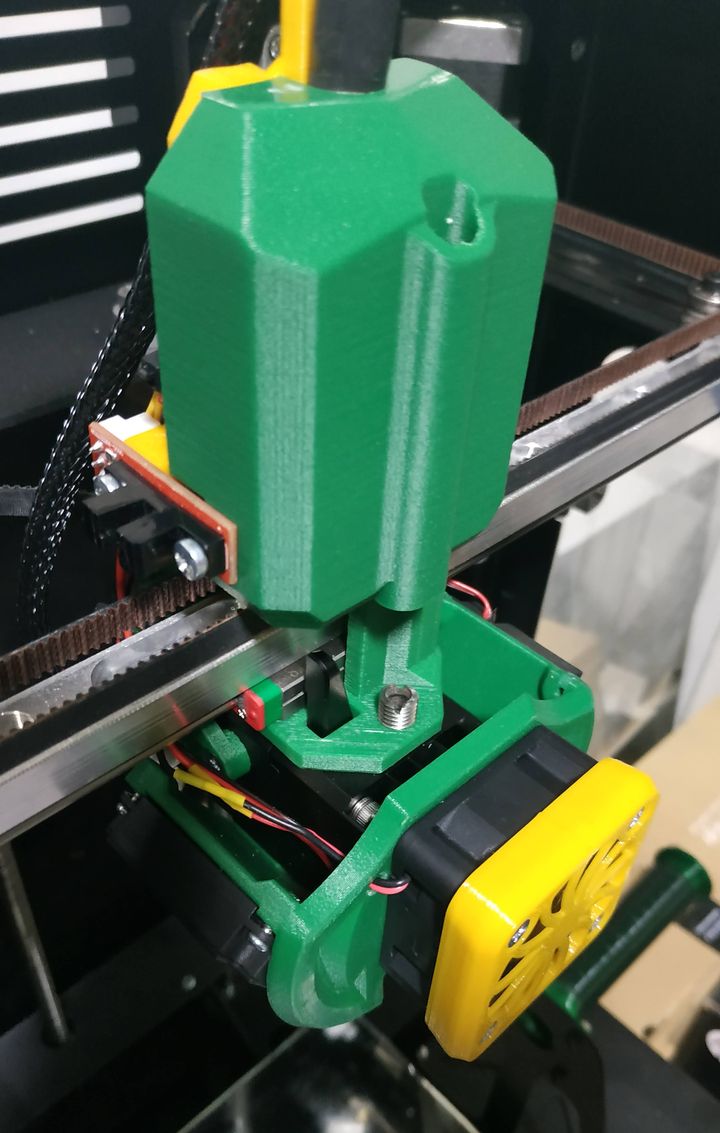
Дополнительно фиксирую экструдер двумя боковыми планками.
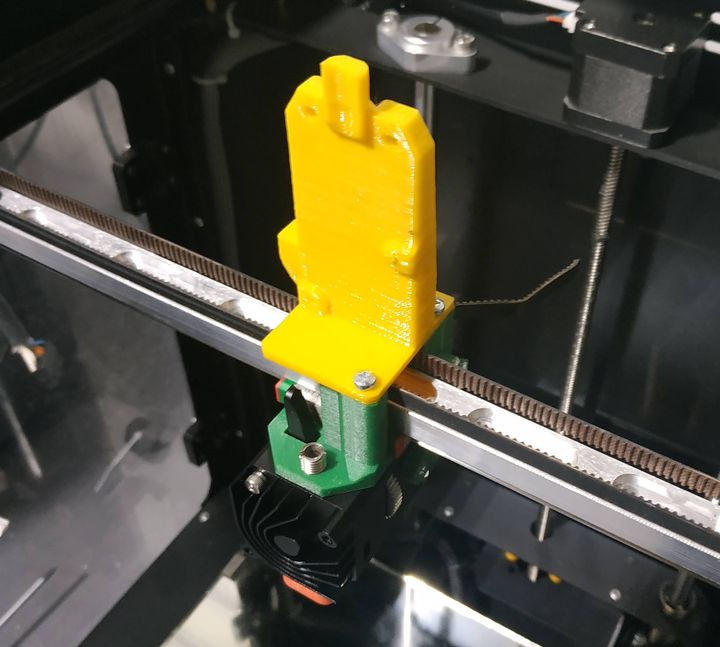
Ставлю верхнюю платформу.
Устанавливаю плату BLK на два шурупа DIN 7981_2,2X8
Собираю систему обдува.
Установку нагревателя и датчика температуры необходимо вести совместно с системой обдува.
Устанавливаю систему обдува на один потайной винт М3х8. Стрелками указал отверстия, в которых необходимо нарезать резьбу M3.
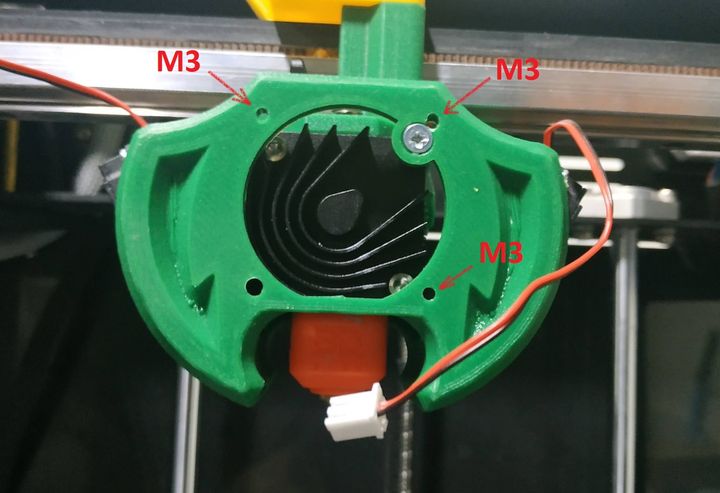
Внизу фиксируем узел обдува еще на два винта М3х8.
Установка вентилятора SUNNON 40x40x20. Ставим на четыре винта M3х30. Предварительно необходимо нарезать резьбу для них.
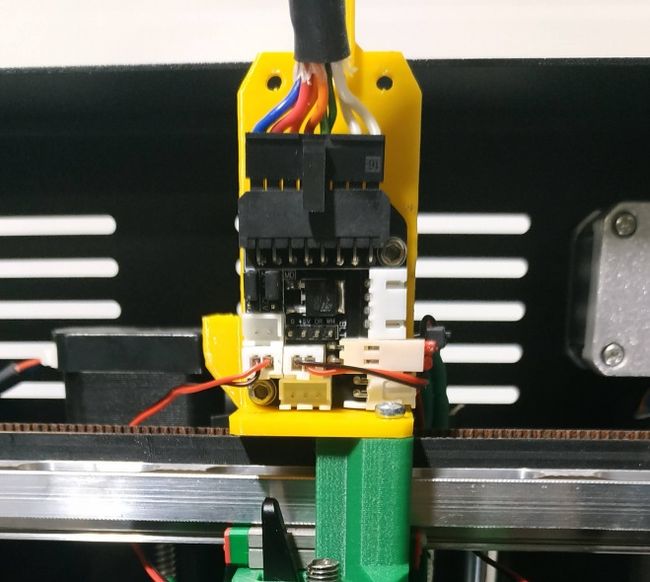
Следующим этапом нужно произвести электрический монтаж. В конструкции предусмотрены различные отверстия и ушки, поэтому с проводкой и креплением проводов проблем быть не должно.
Перед тем, как ставить защитный кожух, в него необходимо установить пару гаек М3. Я вставлял их на горячую, с помощью паяльника.
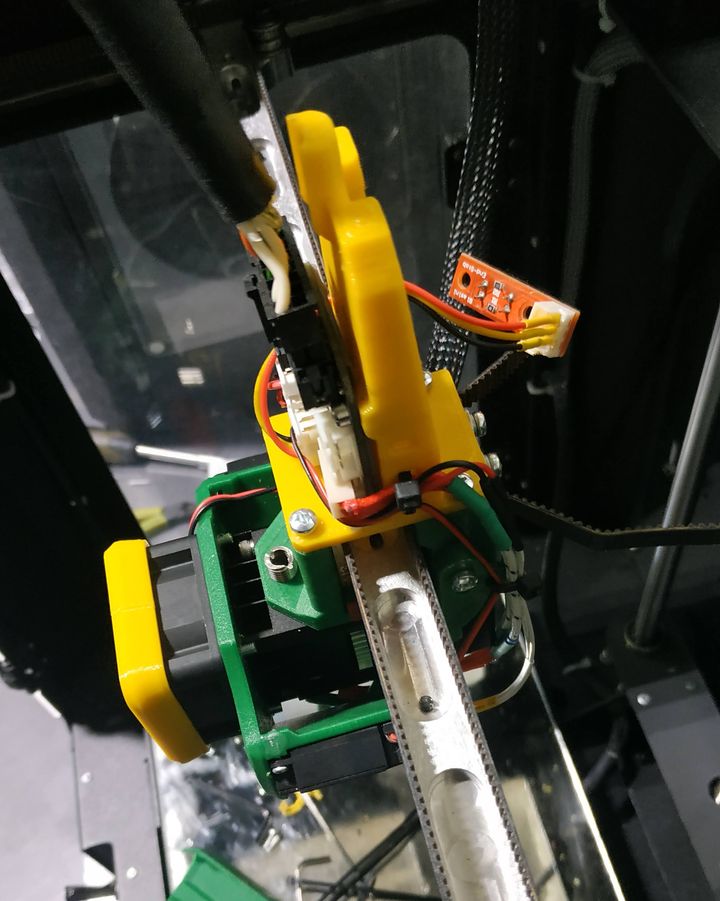
Последний элемент для установки на экструдер – оптический датчик. Ставится он на винты М3. Не забываем предварительно нарезать резьбу в отверстиях.
Заключение
Эта конструкция экструдера активно эксплуатируется около двух месяцев. Особых замечаний к ней нет. Пластик легко устанавливается и извлекается. Разборку и сборку делать не сложно, после пятого раза этот процесс занимает считанные минуты. Про эффективность обдува ничего не могу сказать. Печатаем всегда на минимальном обдуве, и эту функцию испытать не имеем возможности.
Скачать файлы проекта в формате STEP – https://disk.yandex.ru/d/2ruyPvZivkl9Ww